��ĩͿ�ϵ�ʹ�ÏS���ڴ_����ĩͿĤ�����^���Cе���ܵ�ǰ����,���P�ĵĆ��}�dž�λ�Ͳĺ��M��ĩͿ�ϵ���,Ҳ�������a�ɱ����},�����ĩͿ�ϵ��Ϸ��ʳ������a�S�Һ�ʹ�ÏS�ҹ�ͬ�P�ĵĆ��}��
��ĩͿ�ϵ��Ϸ���,һ����ָ��ĩ��Ϳ���wЧ��,�ć�Ϳ�C����֪,�o늇�Ϳ����Ҫ���������o���,��ĩ�Ϸ��ʵĸߵ�,��Ҫȡ�Q�ڷ�ĩ�w����늵Ķ��١������������,��һ���r�g��,��ĩͿ���w���Ď�����������Pϵ��
���,��߷�ĩ���Ď������,������߷�ĩͿ�ϵ��Ϸ��ʡ�
1����ĩ�������Ĺ�ʽ��֪��ĩ�Ď�����c��ĩ������ƽ�������ȣ������ĩ��������ĩ�Ď�������ӣ��Ϸ�����ߣ���֮���pС��ĩ���������ͷ�ĩ�Ď��������ĩ���Ϸ����½�����ˣ��ڷ�ĩͿ�����a�^���У����M���ܜp��С������ĩͿ��(10��m)�����ǣ���ĩ������Ҳ����̫������̫��ͿĤ�����^�|���½�����Ƥ���أ�߀�п��������w����ĩ���������^�՚�������o�������ĩͿ�����w���^����������������δ�_������������ѽ����£�����ʹ�Ϸ��ʽ��͡���ˣ����Ʒ�ĩ�������ǿ��Ʒ�ĩͿ���|�����P�I���}֮һ���m���o늇�Ϳ�ķ�ĩͿ�ϣ�������������20~90��m�^�m�ˡ�
2����늳������Ĺ�ʽ߀���Կ�������ĩ�Ď�����c��ĩ�Ľ�늳��������ȡ��x���늳����^�ߵ�Ϳ�ϽM�֣������ӷ�ĩ���ӵĎ������ʹ��ĩ�����������ߣ��Ϸ������ӡ�
��ĩͿ����Ҫ���ɭh����ĩ��������ĩ�ȸ߷��ӻ�����M�ɣ��@Щ�߷��ӻ���������^�ߵĽ�늳��������������(�o���)�^���Ϸ����^�ߡ�����������r���^�F����Щ��ĩ���a�S�Ҟ����Ј���������Ҫ������ԭ���ϳɱ����^���������ϣ�������ȣ�ʹ��ĩ���Ϸ��ʴ�͡�
��ĩͿ���c�܄���Ϳ����ȣ�ͿĤ���׳��F�p��Ƥ��������S���ĩͿ�����a�S�Ҟ���������Ĺ⻬ƽ���������S�ķ�ĩ���������ȣ��M�����ͷ�ĩͿ�ϵ�������ʹ����ƽ�����ӣ��_���^�õ�ͿĤЧ�������Ƿ�ĩԽ����Խ������������ĩͿ�ϵ�������(��ˮ��)ֱ��Ӱ푷�ĩ�Ľ�늳������p����Ӱ��䎧����ܣ����ͷ�ĩ���Ϸ��ʣ�Ӱ푷�ĩ�������ԡ���Ĥ���ܵȣ��Ķ�ʹͿĤ��ƽ���������y���ڹ�����������ͿĤ���a�����ݺ�ᘿ��������ȱײ�����ĩ��������t���Y�F���o���M���o늇�Ϳ����ˣ�����߷�ĩ���Ϸ��ʣ����Բ�ȡ���´�ʩ��
(1)���s�՚����ϵ�y�����^�����^�V�����b�ã�ʹ���s�՚�ĺ�ˮ���M���ܽ��Ͳ���ʹ�ã�
(2)ע���ĩ��Ϳ�F���Ŀ՚�������ȣ��������ÿ׃��30%�����ஔ�ڷ�ĩ�������׃��2�����������������Ϸ���������^��ĵ^���Зl���ďS�ҽ��h�ڇ��۷��b�ϳ�����{��
(3)�췿���ֿ՚���ͨ����ĩͿ�ϰ��b������ڸ��x�����ľ���ϣ��ѷŸ߶Ȳ����^4�ӡ�
3���o늉����ɹ�ʽ��֪����ĩͿ�ϵĎ�����c늈�����E�����ȣ���������o늉������ӷ�ĩ�Ď�����������ڷ�ĩ�Ϸ��ʵ���ߡ���ĩ�ĸ������S�o늉�������Ѹ�����ߣ����_��90kV������׃�������@��������a�Ї���늉�������60~90kV�^�m�ˡ�
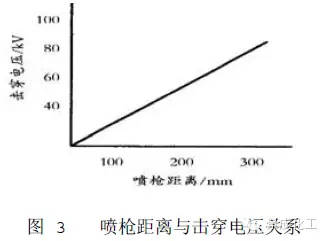
4�������c�����ľ��x�����o늉��_������r�£�늈������c�O�g���x�ɷ��ȡ��������c�����g���x�^�̕r�����a����늣����x̫�h���t��ĩ���Ϸ��ʌ����͡��������x�c����늉����Pϵ���D���ĈD�п��Կ��������o늉�������60~90kV�r���o늇�Ϳ���x��250~350mm֮�g�^�m�ˡ�
��ĩ�Ϸ������ɶ�N���؛Q����һ�����gָ��,��ĩ��Ϳ�^���в�ֻ��һ���̶�����,�����S�Ҷ��и��Ե���I�˜ʡ���������ӑՓ�Ďׂ���Ҫ������,߀��һЩ��������,�燊Ϳ���������Π��������͡�����ϵ�y���ܵ�,����Ӱ푷�ĩ���Ϸ��ʡ�